









Explain the structure of customized cutting tools end mill
 Mar 26, 2022|
Mar 26, 2022| View:2092
View:2092Customized Cutting Tools Mill End's main cutting edge is on a cylindrical surface, and the cutting edge on the end face is a sub-cutting edge. Working along the axis of the milling cutter can not be made feed movement. Customized cutting tools mill end can be used for side processing, channel processing, surface processing, and other processing areas. For a variety of machining forms, the available end mills are also very rich in variety.

It used to be high-speed steel integral end mills but now coated carbide integral end mills and customized cutting tools end millsare becoming more and more popular with the development of coating technology and cutting tool material technology, widely used in mold processing, high hardness material processing, and other fields.
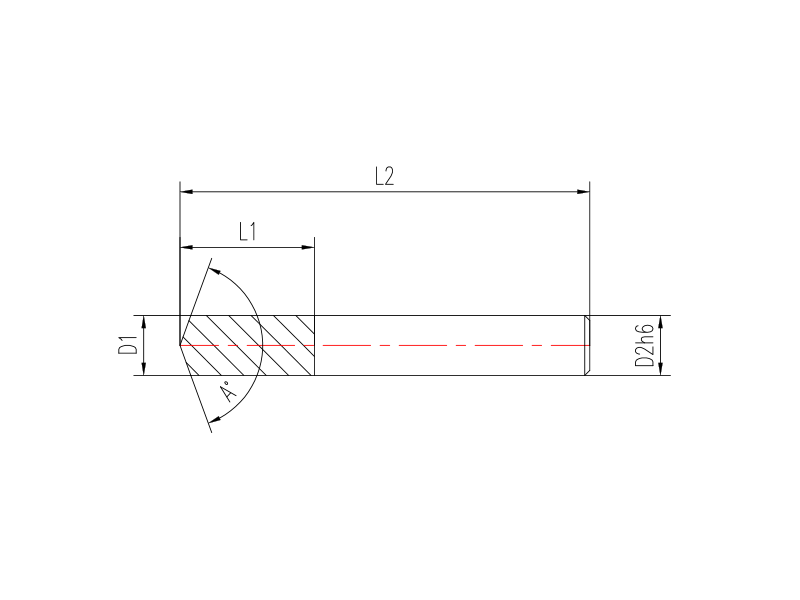
Customized cutting tools mill end section name:
Screw angle: customized cutting tools end mill with larger screw angle the longer the contact line between the workpiece and the blade, the smaller the load applied to the blade per unit length, thus helping to extend the tool life. On the other hand, with the increase of the spiral angle, the axial component of the cutting resistance also increases, which makes the tool easy to fall off from the handle. A 0 ° spiral angle is called a straight edge, which has the shortest contact line.

Selection of helix angle: stainless steel is a difficult cutting material with low thermal conductivity, which has a great influence on the tooltip. High hardness materials with the increase of hardness, cutting resistance increased, it is advisable to choose the large spiral angle of the customized cutting tools end mill. For the case of low rigidity of workpieces, such as thin plate processing, the end mill with a small spiral angle should be used.
Core thickness: core thickness is an important factor in determining customized cutting tools end mill rigidity and chip holding tanks. Customized cutting tools mill end cores are typically 60% of the outer diameter. The core thickness increases, the cross-section area increases, the rigidity increases, but the chip-holding groove decreases, the chip-discharging performance becomes worse.
